

Lean, Six Sigma, Root Cause Analysis, Human Error, and Corrective Action - What does it all mean?
There are a huge number of tools used to improve processes and quality. Having worked in or with the military, nuclear, manufacturing, aviation, service, and medical industries, I have seen many different approaches and views on what is needed. In this article I am introducing what might be considered a thumbnail of the different approaches.
One observation is that the predominant tools used in high risk industries such as nuclear and aviation are very different than those used in manufacturing, service, or medical industries. In my opinion this is unfortunate because all the tools are valuable to just about everyone. The high risk industries have focused on root cause analysis and human error. Manufacturing, and to some extent service industries have focused on Six Sigma and/or Lean. The healthcare industry knows it has a problem but has not reached a consensus on the best approach to improving the quality of care. Just about everyone has a corrective action program, however, some work better than others.
Lean
A management approach to providing the customer a product or service when they want it, at the lowest possible cost. Elimination of waste is a key component of Lean. Continuous improvement is part of the lean philosophy. The following figure depicts the lean tool box.
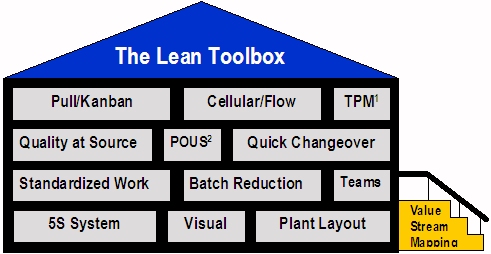
1Total Productive Maintenance
2Point of use Storage
While Lean is strong on philosophy and tools for process streamlining, it does not have a clear structure for deciding what to do or how to manage projects. Experience is the guiding light. Lean also does not have a strong set of tools for solving problems.
Six Sigma
Six Sigma is a highly structured approach to problem solving. It is project oriented and breaks projects up into “Define, Measure, Analyze, Improve, and Control” phases. DMAIC is a reverbalization of W. Edwards Deming’s “Plan, Do, Check, Act” cycle – the scientific method.
Six Sigma’s tool box is heavily oriented to use of statistics and logical planning or decision making. It is extremely effective at problem solving but does not provide a universally effective approach for making processes efficient. While finding the root cause is emphasized in books and classes on Six Sigma, Six Sigma does not include the logic tools that are used for serious root cause analysis in high risk industries. In addition, Six Sigma only addresses a subset of human error through use of Poka-Yoke techniques.
Lean Six Sigma
Lean Six Sigma merges the two. Merging the two improvement approaches into one is fast becoming the norm. For most companies, adding the structured approach from Six Sigma to Lean projects will result in faster completion of the task with a greater improvement in performance. When an improvement process does encounter a significant issue, Six Sigma usually has the analytical tools to address the problem.
Root Cause Analysis and Human Error Reduction
Many high risk industries such as nuclear power and aviation have spent a great deal of time perfecting the tools for root cause analysis and human error. These industries work under the assumption that people make mistakes. They have worked hard to understand the types of mistakes people make and establish barriers to prevent people from making these mistakes. As a result, these industries are among the safest, if not the safest in the world. Unfortunately, use of root cause analysis and human error reduction approaches are not widely used in most industries.
In medicine the emphasis has been on perfection. The 1999 Institute of Medicine report, To Err is Human, Building a Safer Health System, attempted to dispel that approach in medicine. Hospitals are extremely dangerous places: As many as 100,000 people a year die as a result of medical error and about 40% of all patients are harmed in some manner.
Example root cause analysis tools include:
• Kepner Tregoe (KT) or Is/Is Not Analysis
• Barrier Analysis
• Change Analysis
• Fault tree Analysis
• Event and Causal Factors Charting
• Gap analysis
• Management Oversight and Risk Tree (MORT)
Managers of departments which received top scores in from the NRC tended to lean forward listen carefully and ask questions to ensure they thoroughly understood every finding or observation we issued during internal audits. By the end of the meeting these high performing departments had decided who would take the lead in fixing the problem and usually established an aggressive due date. Corrective actions were almost always completed ahead of schedule.
In contrast, the management of departments receiving low grades from the NRC generally leaned back in their chair and displayed a poor attitude. They challenged most internal audit findings. It was not uncommon for us to have to escalate findings to higher management levels for resolution. Corrective action due dates were regularly missed.
Based on these observations I developed the following theorem which I continue to believe in after working in aviation, manufacturing, service, and health care.
Wally Davis theorem of organizational performance
Organizational performance is directly correlated with management’s attitude towards the corrective action program.
I believe this theorem holds for any level in a company from the first line supervisor to the president and CEO. In the nuclear industry, economic performance of the plants was correlated with the overall assessment rating by the NRC. Quality and corrective action programs are like motherhood and apple pie - everyone will tell you they believe in and fully support them. Yet, like a normal curve, half the people will be below average in their support and only a small percentage will be at the top end of the curve.
Factors Contributing to Ineffective Corrective Action Programs
Listed in approximate order of importance
- Lack of management commitment
- Lack of training
- How to perform a root cause analysis (more basic - what is a root cause)
- Identifying modes of human error
- Identifying appropriate corrective actions for human error
- Differentiating between correction and corrective action
- How to use and code the corrective action system
- Punitive Management philosophy
- Not making effective use of the data
- Poorly designed corrective action system
- Problem / root cause / corrective action code categories
- Unfriendly or unwieldy systems
- Wally's blog
- Login or register to post comments
-

 Printer-friendly version
Printer-friendly version Post to Twitter
Post to Twitter- Send by email
- PDF version
Recent Updates
Microsoft Outlook Add-In
Focus on Your Life, Not Your Inbox
Achieve greater focus by shifting your attention from e-mail to accomplishing what matters most!
Company News
Stay up to date with our newsletter!